

CO2 laser marking applications shine when you need permanent, readable IDs on organics and many plastics—without inks or contact. This list focuses purely on marking (not general cutting/engraving) and gives you conservative setup notes, safety callouts, and when to consider fiber or UV instead.
If you’re weighing CO2 for packaging codes, plastics, wood, glass/ceramics, or coated metals, think of CO2 as your go‑to for organics and many polymers. Fiber typically owns bare metals. Below are six proven applications with real‑world references and practical tips.
Quick tip: Build a small “test coupon” kit for each material. Run short matrices (power × speed × passes) before you touch production parts.
Quick Guide: CO2 Laser Marking Applications vs. Fiber (What to Use When)
At ~10.6 μm, CO2 energy is strongly absorbed by paper/cardboard, wood, rubber, leather, and many plastics, producing high‑contrast surface marks or shallow ablation. Fiber lasers (~1.06 μm) couple efficiently into bare metals and some engineered plastics. Authoritative vendor guides align on this rule of thumb: CO2 for non‑metals/organics; fiber for bare metals; UV when you need ultra‑fine marks on clear or heat‑sensitive plastics. See the selection guidance from the vendors behind these overviews: Keyence’s laser source selection guide (2025–2026) and the packaging‑focused explainer from Videojet on CO2 systems (2024).

Methodology: How We Evaluated CO2 Laser Marking Applications
We compared applications by: material coverage and contrast on organics; line speed and code quality on packaging substrates; availability of parameter presets; integration readiness; maintenance/TCO; safety/compliance; and quality of public documentation. We favored current, canonical sources (2023–2026) and framed any settings as conservative starting points, not absolutes. Safety notes (PVC/halogenated plastics caution, fume extraction, interlocks) appear where relevant.
Sources include application notes and selection guides from Keyence, Videojet, Markem‑Imaje, Technomark, Epilog, OMTech, GweikeCloud, Brilliance Laser Inks, and Matthews. Links are embedded in each application card.
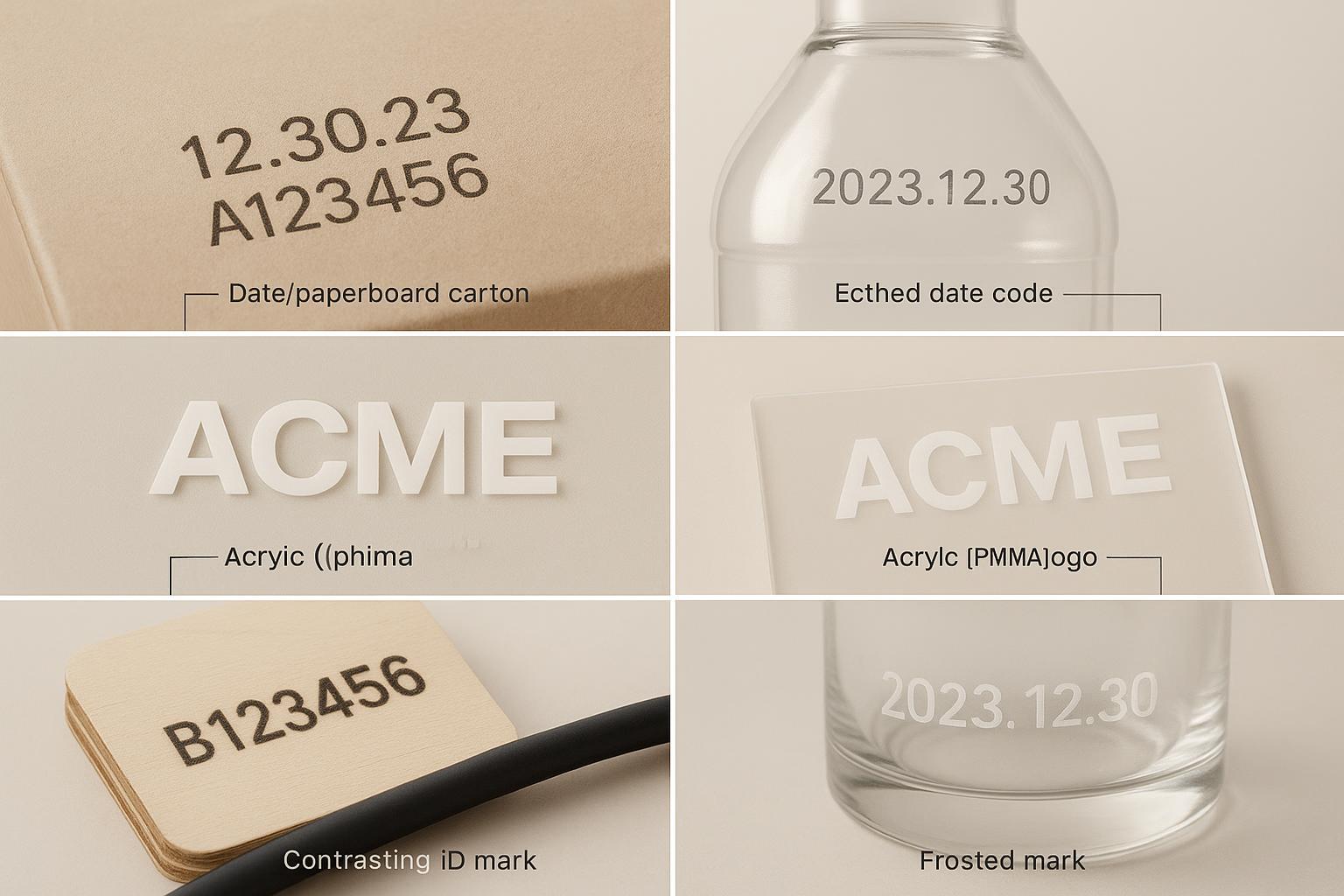
1) High‑speed date/lot coding on paperboard cartons and flexible films
Use case in one sentence: Permanent date/lot and 1D/2D codes on cartons and films at production speeds with no inks.
Typical materials: kraft and SBS paperboard, coated cartons, laminated films.
Common marks: expiry/date, lot, GS1 1D/2D (QR/DataMatrix), simple logos.
Real‑world references: The 30W–60W class CO2 coders used on packaging lines support high conveyor speeds and crisp codes on paperboard and films. See the system profile and speed envelope for the 3350 in Videojet’s product page (2024) and paperboard application coverage in Markem‑Imaje’s paperboard page for SmartLase C600 (2023–2025).
Setup notes (starting points): Start with mid power and high speed, then tune for code size/contrast; keep extraction on to avoid residue; confirm lens/focus distance.
CO2 vs. fiber: CO2 is preferred on cartons/films; fiber provides no advantage on paper.
Limitations/risks: Glossy varnish may reduce contrast; adjust power/speed or change code location.
2) PET and glass beverage packaging codes (bottles/labels)
Use case in one sentence: Durable, legible bottle and label codes on PET and glass at beverage line speeds.
Typical materials: PET bottle shoulders/bases, shrink sleeves, paper labels, glass bottles.
Common marks: date/lot, line/plant codes, GS1‑compliant 2D.
Real‑world references: Vendors document very high throughput for CO2 coders in beverage. Review PET/glass support and conveyor speeds in Videojet 3350 specs (2024) and bottle‑optimized performance in Markem‑Imaje SmartLase C600 BOU overview (2023–2025).
Setup notes (starting points): PET often benefits from slightly higher power or optimized focus; glass favors multiple light passes to reduce chipping; maintain stable part presentation.
CO2 vs. fiber: CO2 is common on PET/glass; UV may be the better choice for ultra‑fine marks on clear plastics.
Limitations/risks: Condensation on cold bottles can change absorption; verify coat/anneal state on glass.
3) Branding and personalization on acrylic (PMMA) and ABS housings
Use case in one sentence: Clean logos and IDs on PMMA/ABS without tool wear, ideal for electronics and consumer housings.
Typical materials: cast/extruded acrylic sheets, two‑tone laminates, ABS panels.
Common marks: logos, serials, simple QR/DM, control panel labels.
Real‑world references: Material tables and how‑to guides from machine vendors provide reliable starting ranges and technique tips. See Epilog’s material settings resources (2025–2026) and OMTech’s materials settings guide (2024–2025).
Setup notes (starting points): On cast acrylic with a 50–80W CO2, begin with low‑to‑mid power and moderate‑high speed; use air assist for edge quality; expect different behavior between cast and extruded sheets.
CO2 vs. fiber: CO2 is typical for PMMA/ABS; fiber is not the first choice unless marking embedded metal parts.
Limitations/risks: Overpowering leads to melting or haze; ABS fumes require strong extraction.
Toolbox: Quick Resources for Faster Setup
-
Parameter guides: Epilog materials table, OMTech materials guide, Gweike MDF settings.
-
Testing checklist (make your own): Include material ID, thickness, lot/finish, focus height(s), air‑assist status, power/speed/passes grid, lens type, and extraction settings. Photograph marks under consistent light.
4) Wood and MDF product branding/serialization
Use case in one sentence: Permanent marks with controllable depth/texture on wood and MDF for furniture, tags, and signage.
Typical materials: birch/oak/maple, plywoods, MDF of varying densities.
Common marks: logos, serial numbers, QR/DM, product IDs.
Real‑world references: Vendor posts provide practical ranges and best practices. See GweikeCloud’s MDF engraving settings (2025–2026) and OMTech’s wood/MDF settings overview (2024–2025).
Setup notes (starting points): MDF on 80W often lands around low‑teens percent power at 400 mm/s for shallow texture; on 50W wood, start 40–60% power at 200–300 mm/s; always run test matrices.
CO2 vs. fiber: CO2 is preferred for organics like wood/MDF.
Limitations/risks: MDF produces fine dust and VOCs; ensure robust fume extraction and fire watch.
5) Rubber and technical plastics in automotive (hoses, gaskets, cable jackets)
Use case in one sentence: Readable IDs on flexible, curved parts by discoloration/foaming rather than deep ablation.
Typical materials: EPDM/NBR rubbers, TPU/TPE jackets, silicone, PE/PP‑based cable jackets.
Common marks: date/lot, serials, short 1D/2D codes, polarity/assembly marks.
Real‑world references: Compatibility notes and selection explainers confirm CO2 on non‑metals and elastomers; see Epilog’s CO2 material compatibility pages (2024–2026) and the process overview from Matthews on fiber vs. UV vs. CO2 (2025).
Setup notes (starting points): Favor lower power with faster speeds to avoid burning; strong extraction is mandatory; rotate parts or use fixtures to keep focal distance stable.
CO2 vs. fiber: CO2 typically gives better contrast on many elastomers; fiber only when additives or embedded metals enable coupling.
Limitations/risks: Behavior varies by compound/pigment; verify durability and odor; evidence with numeric settings is sparse—plan on vendor trials.
6) Glass/ceramic items and coated metals via bonding agents
Use case in one sentence: Frosted or dark marks on glass/ceramics directly; viable marks on bare metals with bonding sprays; clean ablation on coated metals.
Typical materials: soda‑lime glassware, ceramic tiles/mugs, anodized aluminum, painted steel; bare metals with marking sprays.
Common marks: logos, personalization, product IDs, small 2D codes.
Real‑world references: For CO2 on metals, marking sprays are the accepted route; see Epilog’s overview of CO2 metal marking sprays (2023–2025) and consumable examples/prices from Brilliance Laser Inks product pages (2024–2025) and their aluminum spray.
Setup notes (starting points): On glass, use multiple light passes, moderate speed, and consider slightly defocused marks to reduce chipping; for metals, apply spray evenly, dry per vendor, then high power/low speed; for ceramics, TiO2 “Norton White Tile” style coatings can improve contrast.
CO2 vs. fiber: Choose fiber for bare metals when possible; CO2 with sprays is a workable alternative when fiber isn’t available; CO2 excels at coated/anodized surfaces by removing the coating.
Limitations/risks: Glass micro‑fractures; bonding sprays add process time/cost; verify dishwasher/solvent durability.
Optional Comparison Matrix (scan and decide)
|
Application |
Typical materials |
Common mark types |
Setup/aid notes |
Throughput context |
CO2 vs fiber note |
Evidence |
|---|---|---|---|---|---|---|
|
Cartons & films coding |
Paperboard, laminated films |
Date/lot, 1D/2D |
Mid power/high speed; strong extraction |
High-speed conveyors |
CO2 preferred on organics |
Videojet 3350; MI C600 |
|
PET & glass beverage |
PET bottles, glass |
Date/lot, GS1 2D |
Multiple passes on glass; manage condensate |
Tens of thousands BPH |
CO2 common; UV niche |
Videojet 3350; MI C600 BOU |
|
PMMA & ABS branding |
Acrylic sheets, ABS |
Logos, serials |
Low–mid power, higher speed; air assist |
Benchtop or cell |
CO2 typical on plastics |
Epilog; OMTech |
|
Wood & MDF branding |
Hardwood, MDF |
Logos, serials, 2D |
Air assist; fire watch |
Batch/line branding |
CO2 preferred |
Gweike; OMTech |
|
Rubber/cable jackets |
Elastomers, TPU/TPE |
IDs, dates |
Lower power, faster speeds; strong extraction |
Inline, variable data |
CO2 often better |
Epilog; Matthews |
|
Glass/ceramics & coated metals |
Glassware, tiles; anodized/painted metals; bare metals with spray |
Logos, short 2D |
Multi‑pass on glass; bonding spray on metals |
Batch/benchtop |
Fiber for bare metals; CO2 for coated |
Epilog; Brilliance |
FAQ
Can CO2 lasers mark metals?
Yes, but with nuance: CO2 struggles on bare metals without help. You can mark coated/anodized metals by ablating the coating directly, and you can mark bare metals using laser bonding sprays that fuse pigment to the surface. For a process overview, see Epilog’s CO2 metal marking spray page (2023–2025).
When should I choose CO2 vs. fiber for packaging codes?
As a rule: CO2 for paperboard, many films, PET, and glass bottles; fiber for bare metals/foils or certain engineered plastics with additives. For a broader selection framework, review Keyence’s comparative guide (2025–2026) and Videojet’s CO2 explainer (2024).
What materials are unsafe (for example, PVC)?
Avoid PVC/vinyl and other halogenated plastics (chlorine/fluorine content), PTFE, and some resins that emit toxic/corrosive fumes. Always use proper fume extraction and keep enclosure interlocks functional. See vendor safety notes like Epilog’s unsafe materials FAQ (2023–2025) and OMTech’s safety tips (2024–2025).
How do I improve contrast on glass or plastics with CO2?
On glass, use multiple lighter passes, consider slight defocus, and evaluate marking sprays for metals if you truly need dark marks on stainless. On plastics, start with lower power and higher speed to avoid melting, use air assist, and try two‑tone acrylics for built‑in contrast. Practical tips are captured in Epilog’s material settings and related vendor guides.
What line speeds are realistic with CO2?
Vendor claims span a wide range depending on wattage, code size/complexity, and substrate. Public examples include up to hundreds of meters per minute on cartons and up to tens of thousands to ~150,000 bottles/hour on beverage lines. See Videojet 3350 and Markem‑Imaje C600 BOU for representative envelopes.
Do I need air assist or marking sprays?
Air assist is recommended on many organics (wood, paperboard, some plastics) to reduce charring and protect optics. Marking sprays are only needed when using CO2 to mark bare metals; they’re not required for coated metals, glass, or most plastics. See xTool’s air‑assist guidance (2023–2026) and Epilog’s spray overview.
Next steps
Download or create a simple test‑matrix checklist, gather coupons for each substrate you run, and validate contrast and readability before scaling to the line. If you’re comparing CO2 and fiber, run the same codes on both sources and log grades (QR/DataMatrix) alongside power/speed.
){kind=link}